
ANWENDUNG VON TZ NIOD VERRINGERT DIE ABNUTZUNG VON TEILEN
Die Einarbeitung von Reibflächen von Traktionsfahrzeugen (TF) durch Passivierung mit dem TZ NIOD erhöht die Zuverlässigkeit und die Lebensdauer von Lokomotiven.
Im Depot der Stadt Bogotol wird diese Methode seit 1994 angewandt und es wurden natürlich einige Erfahrungen gesammelt. Depot-Spezialisten stellten fest, dass die Einarbeitung mit TZ NIOD bei reibenden Metalloberflächen von Teilen von Traktionsfahrzeugen (TF) eine vielversprechende Methode in der Reparaturtechnologie ist. Lassen Sie uns näher auf die Anwendung der Methode der Passivierung bei der Reparatur von Getriebe und Teilen von Lokomotiven eingehen.
EINARBEITUNG DES ZAHNRADES
Bei der aktuellen Wartung unter der Bezeichnung 3 (W-3) der Elektrolokomotive VL80R wurde ein Experiment durchgeführt und die Fahrwerke der Radmotorblöcke (RMB) wurden mit TZ NIOD-2 eingearbeitet. Das Schmiermittel mit TZ NIOD wurde aus den Getriebegehäusen der elektrischen Lokomotive erst nach einer gefahrenen Strecke von 1786 km abgelassen. Danach wurde das ganze Schmiermittel von allen Gehäusen entfernt, die Einfüllstutzen wurden geschweißt und die elektrische Lokomotive unter Kontrolle in Betrieb genommen.
Bei einer Laufleistung von 55 Tausend km zeigte eine Überprüfung des Zustands des gezackten Getriebes, dass die Dicke des Zahnes abzunehmen begann. Mit einem Lauf von 72.860 km wurde der Experimentbetrieb des Traktionsgetriebes beendet. Den Ergebnissen zufolge wurden folgende Schlussfolgerungen gezogen: Die Einarbeitung des Antriebsgetriebes mit TZ NIOD-2 erhöhte seine Zuverlässigkeit, während der Verschleiß der Dicke der Zahn- und Zahnräder verringert wurde. Darüber hinaus kann man die Zeitspanne zwischen dem Einfüllen vom Schmiermittel erhöhen und somit Schmiermittel sparen.
Bei den aktuellen Wartungen unter der Bezeichnung W-1und W-2 konnte die Technologie ohne Inspektion des Traktionsgetriebes einsetzen werden, d.h. ohne das Gehäuse zu entfernen.
Es sei darauf hingewiesen, dass das Experiment bei niedrigen Temperaturen durchgeführt wurde und dementsprechend das Schmiermittel im Getriebe an die Wände des Gehäuses und des gezackten Rades gesprüht wurde, so dass die Laufleistung der Elektrolokomotive erhöht wurde, um das Traktionsgetriebe passivieren zu können. Die Erfahrung hat auch gezeigt, dass Schmierstoffe mit geringerer Viskosität verwendet werden können, um eine Wiederverwendung zu ermöglichen.
Bei der Einarbeitung mit TZ NIOD-2 und in Gegenwart von Schmiermittel in den Gehäusen erhöht sich die Lebensdauer des Traktionsgetriebes um das 3- bis 4fache. Bei normaler Größe des Halses der Achse und gutem Zustand der Zentren der Räder ist nur ein Wechsel der Bandagen der Radpaare erforderlich.
Das Potential von TZ NIOD kann im Einsatz von Dutzenden Elektrolokomotiven ohne Schmiermittel in Getrieben auf der Oktober- und westsibirischen Eisenbahn nachgewiesen werden. Insgesamt wurden mehr als tausend Lokomotiven eingearbeitet. 1995 genehmigte das Lokomotivmanagement eine temporäre technologische Anleitung über die Handhabung der Einarbeitung mit TZ NIOD und genehmigte 2001 permanente technologische Anweisungen für die Einarbeitung mit TZ NIOD von Kompressoren, Getrieben und Dieselmotoren von Lokomotiven.
EINARBEITUNG VON LAGER MIT TZ NIOD
Bei der aktuellen Wartung W-3 von zwei Elektrolokomotiven VL80R im Depot Bogotol vor der Montage der Elektromotoren AE-92-4 wurden die Lager Nr. 315 und 2315, die wegen Radialspalt vorher abgelehnt wurden, durch Passivierung mit TZ NIOD-2 eingearbeitet.
Nach einigen Monaten Betrieb wurden die Elektrolokomotiven mit einer Laufleistung von rund 250.000 km von dem Zeitpunkt der Wartung W-3 in die laufende Wartung W-2 gebracht. Beim Hören von Lagerknoten fehlten Geräusche, Klopfen, Vibrationen. Es gab keine Beschwerden beim Betrieb.
Es wurde beschlossen, den Lagerknoten Schmiermittel hinzuzufügen und deren weiteren Betrieb zu ermöglichen. Seit zwei Jahren sind 76 eingearbeitete mit TZ NIOD Lager in den Elektrolokomotiven VL80R im Dauerbetrieb. Es gibt keine Beschwerden beim Betrieb.
EINARBEITUNG VON MOTORACHSISCHEN LAGER
Im Juli 2000 wurden Reibungsflächen der motorachsischen Lager (ML) und dem Hals der Radpaarachse bei der Elektrolokomotive BL80P gemäß dem Plan für die aktuelle Wartung W-3 der Elektrolokomotive mit TZ NIOD eingearbeitet. Drei Monate zuvor wurden Tests bei der Einarbeitung des Antriebselektromotors NB-418K6 durch die Passivierung von den motorachsischen Lager (ML) des Antriebselektromotors NB-418K6 unter stationären Bedingungen durchgeführt. Die Forschung hatte zwei Phasen.
Phase I: Vor dem Zusammenbau des Radmotorblocks (RMB) wurde die Babbitt-Schicht der ML-Laufbuchsen und der Hals der Achse des Radsatzes mit der vorbereiteten Passivator mit TZ NIOD behandelt, der ML-Achskasten wurde mit dem Schmiermittel gefüllt. Der Traktionsmotor NB-418K6 wurde mit Spannung und der Radsatz wurde mit einer Frequenz von 200 U / min in Rotation versetzt.
Nach 48 Stunden Drehung des Radsatzes wurden die Achsgetriebeachsen und ihre Einsätze entfernt. Der ML-Achskasten und Hälse der Radsatzachse wurden mit Kerosin gewaschen und trocken gewischt.
Schmiermittel wurde aus dem ML-Achskasten abgelassen und die Dochte wurden entfernt, wonach der Radmotorblock wieder zusammengebaut wurde. Der Traktionsmotor NB-418K6 wurde mit Spannung und der Radsatz wurde mit einer Frequenz von 200 U / min in Rotation versetzt. Alle 5 min wurde die Temperatur des ML-Achskastens gemessen. Die Temperaturwerte wurden in die Tabelle eingetragen.
Nach einer vierstündigen Drehung des Traktionsmotors entsprach die Temperatur in der Flut des ML-Achskastens 54 - 55 ° C und im Fenster zur Messung der ML-Abstände - 96 - 97 ° C.
Nach dem Zerlegen vom Radmotorblock, Entfernen des Radsatzes und der Achskästen von ML wurde festgestellt, dass sich der Film der Zusammensetzung von der Babbitt-Schicht des Liners ablöste. Die Hälse der Achse des Radsatzes hatten Farbe wie Perlmutt. Es gab keine Kratzer. Der Radsatz war zur weiteren Verwendung geeignet.
Phase 2: In diesem Stadium wurden die Reibfläche der ML-Liner (Babbitt-Schicht) und die Hälse der Radsatzachse keiner Passivator-Einarbeitung unterzogen. ML-Liner, der Hals der Radsatzachse, wurden mit Kerosin gewaschen und trocken gewischt. Die Dochtgeflechte aus dem Achskasten wurden entfernt, das Fett wurde aus dem Achskasten entfernt, der Radmotorblock wurde zusammengebaut und der Traktionsmotor NB-418K6 wurde mit Spannung versetzt. Der Radsatz wurde ähnlich wie bei Phase I gedreht.
Nach 1,25-stündiger Drehung des Traktionsmotors entsprach die Temperatur in der Flut des ML-Achskastens 57 - 58 ° C und im Fenster zur Messung der Lücken von ML - 117 - 118 ° C (siehe Abbildung). Beim Zerlegen des Radmotorblocks und der Entfernung des Radsatzes und der Achskästen von ML hatten die Laufbuchsen großen Verschleiß an Babbit-Schicht und Abrieb. Am Hals der Achse des Radsatzes befanden sich auch Kratzer. Durch das Erhitzen änderte sich auch seine Farbe (blau). Die Schlussfolgerung war eindeutig: Der Hals der Radsatzachse ist nicht betriebsbereit.
Basierend auf diesen Experimenten wurde folgende Schlussfolgerung gezogen:
Die Oberflächenbehandlung der Reibbeläge ML und der Halsachse des Radsatzes ergab ein positives Ergebnis. Bei Verwendung eines Passivators mit TZ NIOD tritt der Ölmangel viel später auf. Im Betrieb kann dadurch Schmiermittel zum Betanken von Achskästen ML erheblich eingespart werden.
Die Oberflächenbehandlung der Reibbeläge ML und der Halsachse des Radsatzes ergab ein positives Ergebnis. Bei Verwendung eines Passivators mit TZ NIOD tritt der Ölmangel viel später auf. Im Betrieb kann dadurch Schmiermittel zum Betanken von Achskästen ML erheblich eingespart werden.
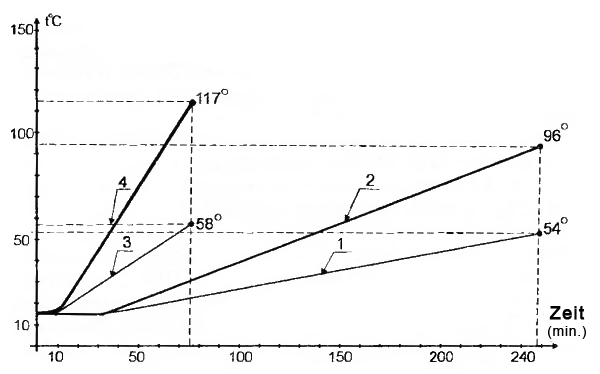
- Grafische Abbildung des Temperaturregimes der ML Laufbuchsen von Traktionsmotor NB-418K6 der Elektrolokomotive VL80R:
- Temperatur in der Flut von ML Laufbuchsen mit Linern, die mit dem Passivator eingearbeitet wurde;
- Temperatur im Fenster, um den Spalt der ML mit Linern zu messen, die mit dem Passivator eingearbeitet wurde;
- Temperatur in der Flut von ML Laufbuchsen mit Linern, die nicht mit dem Passivator eingearbeitet wurde;
- Temperatur im Fenster, um den Spalt der ML mit Linern zu messen, die nicht mit dem Passivator eingearbeitet wurde.
EINARBEITUNG VOM GETRIEBE DES KT-6L-KOMPRESSORS
In Übereinstimmung mit dem Programm zur Leistungsverlängerung von TT-6L-Kompressoren wurde das Depot nach dem Passivverfahren mit der NIOD-2 in 42 Elektrolokomotiven des VL80R eingearbeitet.
Nach einem Monat Betrieb ging eine der Lokomotiven zur aktuellen Wartung W-3. Eine Inspektion des gezackten Getriebes des Kompressorgetriebes CT-6L ergab Folgendes. Die Oberfläche der Reibung der gezackten Räder hat seine Farbe geändert, ist matt geworden mit Überläufen unter der Perlmutt - ein Zeichen für das Aussehen eines Films, der eine feste Beschichtung hat, die den Reibungsfaktor und dementsprechend den Verschleiß von Reibflächen reduziert.
EXPERIMENTELLE WIEGENAUFHÄNGUNG
Im Depot Bogotol wurde in zwei Elektrolokomotiven VL80R eine experimentelle Wiegenaufhängung installiert, die von Spezialisten des Irkutsker Instituts für Eisenbahningenieure entwickelt wurde.
Die Ergebnisse des Testbetriebs dieses Geräts sind positiv. Bei Lokomotivfahrten von mehr als 250.000 km sind das obere Scharnier und der Kernel praktisch nicht abgenutzt, so dass eindeutig festgestellt werden kann, dass die Wiegenaufhängung ohne Revision und Inspektion in jeder Hinsicht bis zu 450 Betriebsstunden fahren kann und keine Verschleißabweichungen auftreten. Dies ermöglicht es wiederum, das Anheben der Karosserie für die aktuelle Wartung W-2 zur Überarbeitung der Wiegenaufhängung oder deren Austausch auszuschließen.
Alle diese Experimente haben gezeigt, dass die Bearbeitung von Reibflächen von Teilen von Traktionsfahrzeugen (TF) durch Passivierung unter Verwendung von TZ NIOD und die Installation einer experimentellen Wiegenaufhängung an elektrischen Lokomotiven von enormen Vorteil ist.
Gleichzeitig wird die Technologie zur aktuellen Wartung W-1-Elektrolokomotiven VL80R stark vereinfacht. Bis zu 10 - 12 Tage verlängert sich die Zeit zum Befüllen mit Schmiermittel von Getriebegehäusen und Achskästen. Dies ist jedoch nur möglich, wenn die Filzdichtung des Getriebegehäuses gewachst ist.
Es gibt keine Überarbeitung der Wiegenaufhängung sowie des Fahrwerksgetriebes und daher wird die Getriebeabdeckung nicht entfernt. Ausgeschlossen ist das Anheben der Karosserie einer elektrischen Lokomotive für diese Art von Reparaturen.
TECHNISCHE UND WIRTSCHAFTLICHE INDIKATOREN FÜR DIE ANWENDUNG VON TZ NIOD AUF EISENBAHNTRANSPORT.
LOCOMOTIVE DEPOT Taiga, Sib. Zh.D.
Die experimentellen Arbeiten wurden an elektrischen Lokomotiven VL 10-8 durchgeführt.
1. Die Kosten für die Verwendung von schwefelhaltigem Fett.
1.1. Die Kosten für die Wartung von der Getriebewelle VL 10-8 Einheiten:
Mit einer Laufleistung von 160.000 km bis zu Wartung W-2 benötigt jede elektrische Lok 95 mal Auftanken von schwefelhaltigem Schmiermittel.
Zum Tanken verbraucht 1 Getriebewelle 2,5 kg. schwefelhaltiges Schmiermittel zum Preis von 1,971 Rubel / Tonne.
Mit einer Laufleistung von 160.000 km bis zu Wartung W-2 benötigt jede elektrische Lok 95 mal Auftanken von schwefelhaltigem Schmiermittel.
Zum Tanken verbraucht 1 Getriebewelle 2,5 kg. schwefelhaltiges Schmiermittel zum Preis von 1,971 Rubel / Tonne.
Verbrauch 1 (V1): 8x95x2,5x1,971x16: 1000 = 59918 Rubel.
1.2. Arbeitskosten für das Auftanken von der Getriebewelle: 1,26 Personen pro Stunde sind für das Betanken einer elektrischen Lokomotive erforderlich. Einschließlich aller Kosten 1 Person pro eine Stunde kostet 32,7 Rubel (202,6% der allgemeinen Geschäftskosten).
Verbrauch 2 (V2): 8 × 95 × 1,26 × 32,7: 1000 = 31314 Rubel.
1.3. Reduzierte Ausfallzeiten von Lokomotiven. Die Zeit für Lokomotive zum Betanken mit Schwefeldioxid-Schmiermittel beträgt 1,26 Stunden (Kosten von 1 Lokstunde - 122,0 Rubel).
Verbrauch 3(V3): 8 x 95 x 1,26 x 122,0: 1000 = 116827 Rubel.
Die Summe der Kosten für die Wartung der Getriebewelle bei VL 10-8 beträgt:
Gesamtverbrauch = V1 + V2 + V3 = 59918 + 31314 + 116827 = 208059 Rubel
Gesamtverbrauch = V1 + V2 + V3 = 59918 + 31314 + 116827 = 208059 Rubel
2. Die Kosten für die Verwendung der TZ "NIOD" in schwefelhaltigem Schmiermittel: Die mit der Verwendung von TZ NIOD in dem Schwefelschmiermittel von der Getriebewelle der elektrischen Lokomotive VL 10 - 8 Einheiten verbundenen Kosten betragen 87167 Rubel. MwSt ist nicht enthalten.
3. Der wirtschaftliche Effekt beträgt 208059 - 87167 = 120892 Rubel.
